Influence of Hydrofluoric Acid Leaching and Roasting on Mineralogical Phase Transformation of Pyrite in Sulfidic Mine Tailings

 ,
, 
 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials Collection and Preparation
2.2. Tailings Leaching and Roasting
2.3. Complementary Analyses and Tests
3. Results
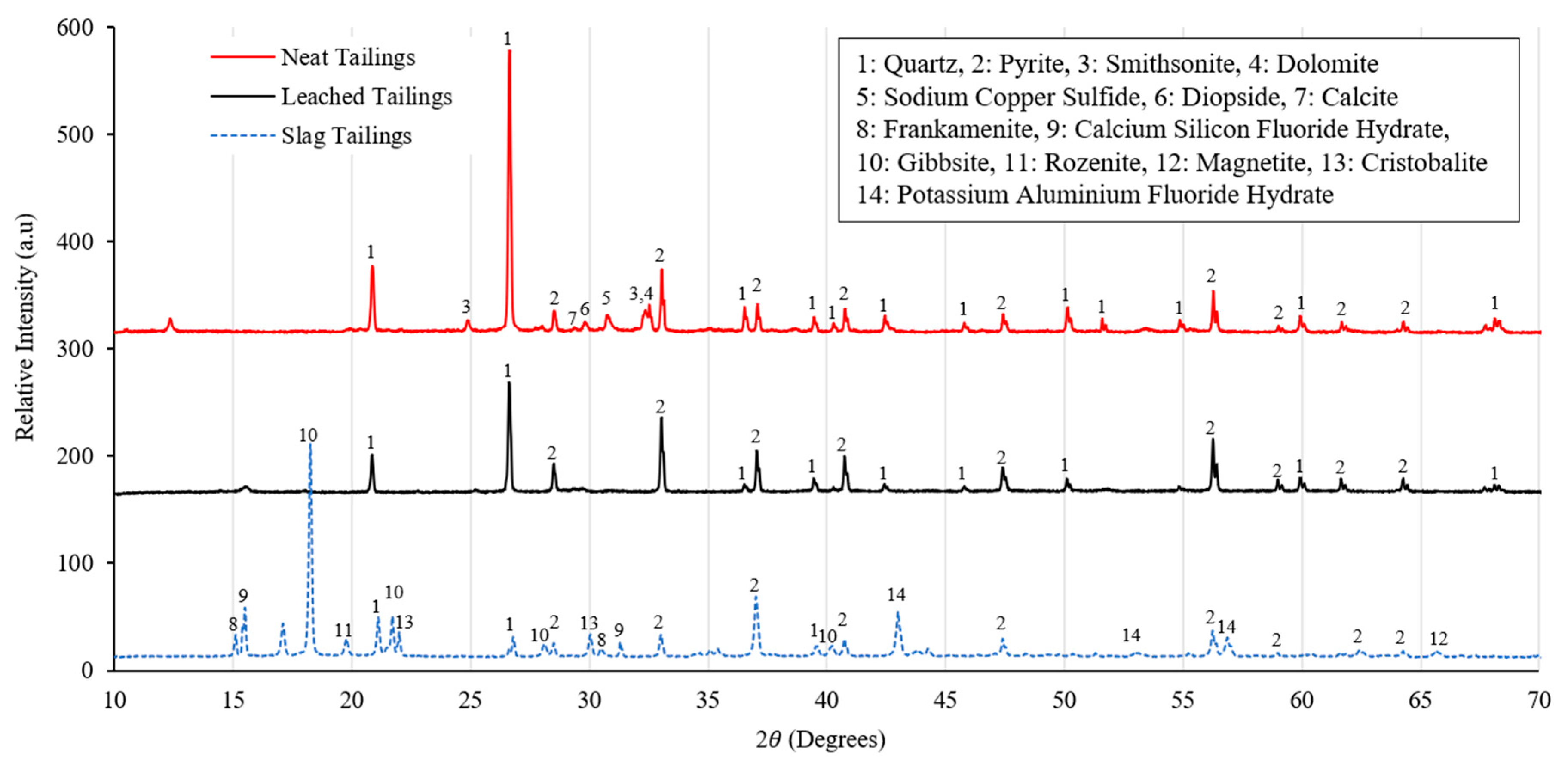
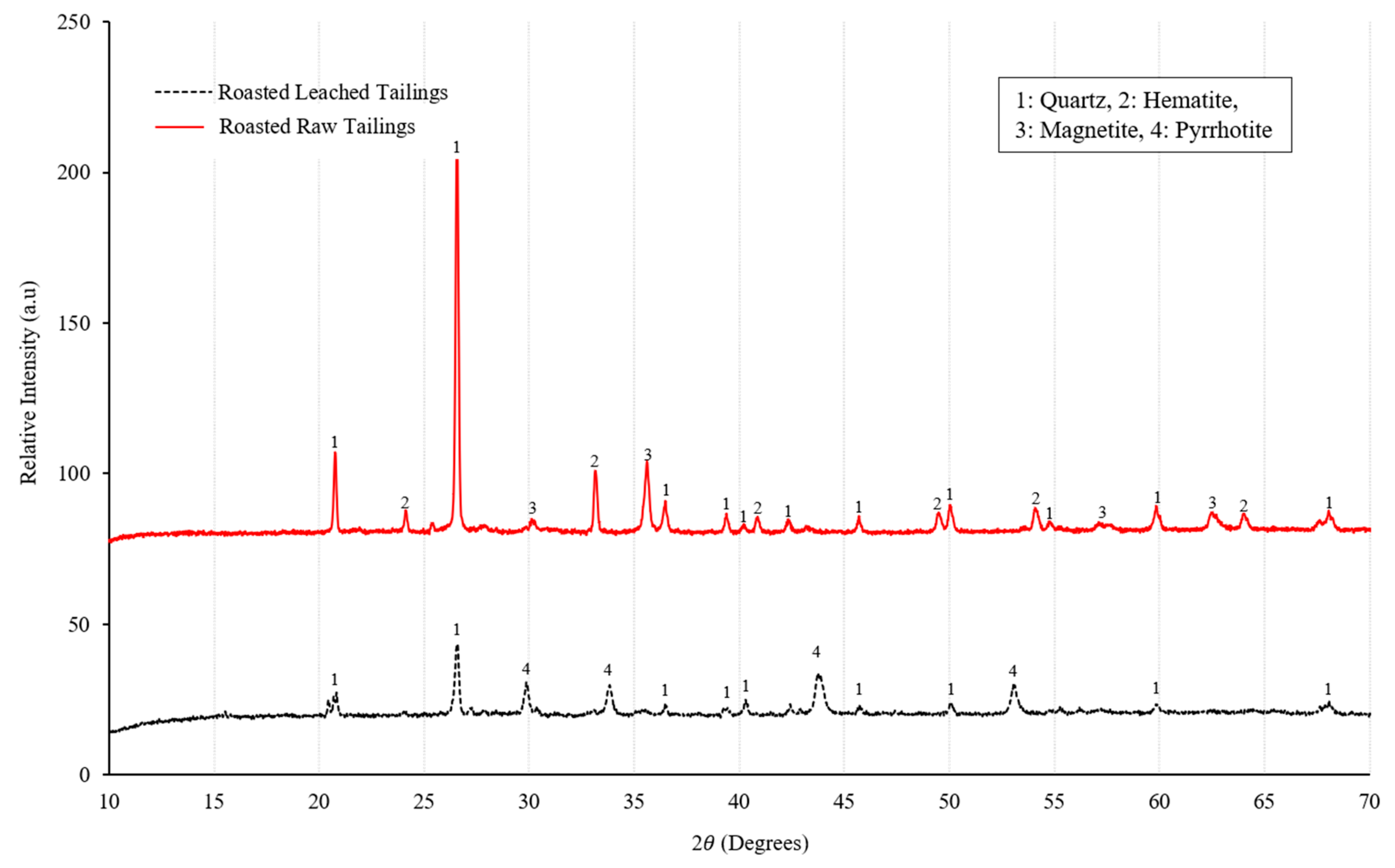
3.1. XRD Experiment
Al)3O8(s) + MgCO3.3H2O(s) + 2NaCuS(s) + BaMg2(Al6Si9O30)(s) +14HF(aq)
+10H2O(l)→SiO2(s) + FeS2(s) + Zn+2(aq) + Mg+2(aq) + 2CaSiF6.2H2O(s) +
K3Na3Ca4Si12O30F2.(OH)2.H2O(s) + Cu+2(aq) + 10Al(OH)3(s) + Ba+2(aq) + 2CO2(g)
+SO4−2(aq) + O2(g)
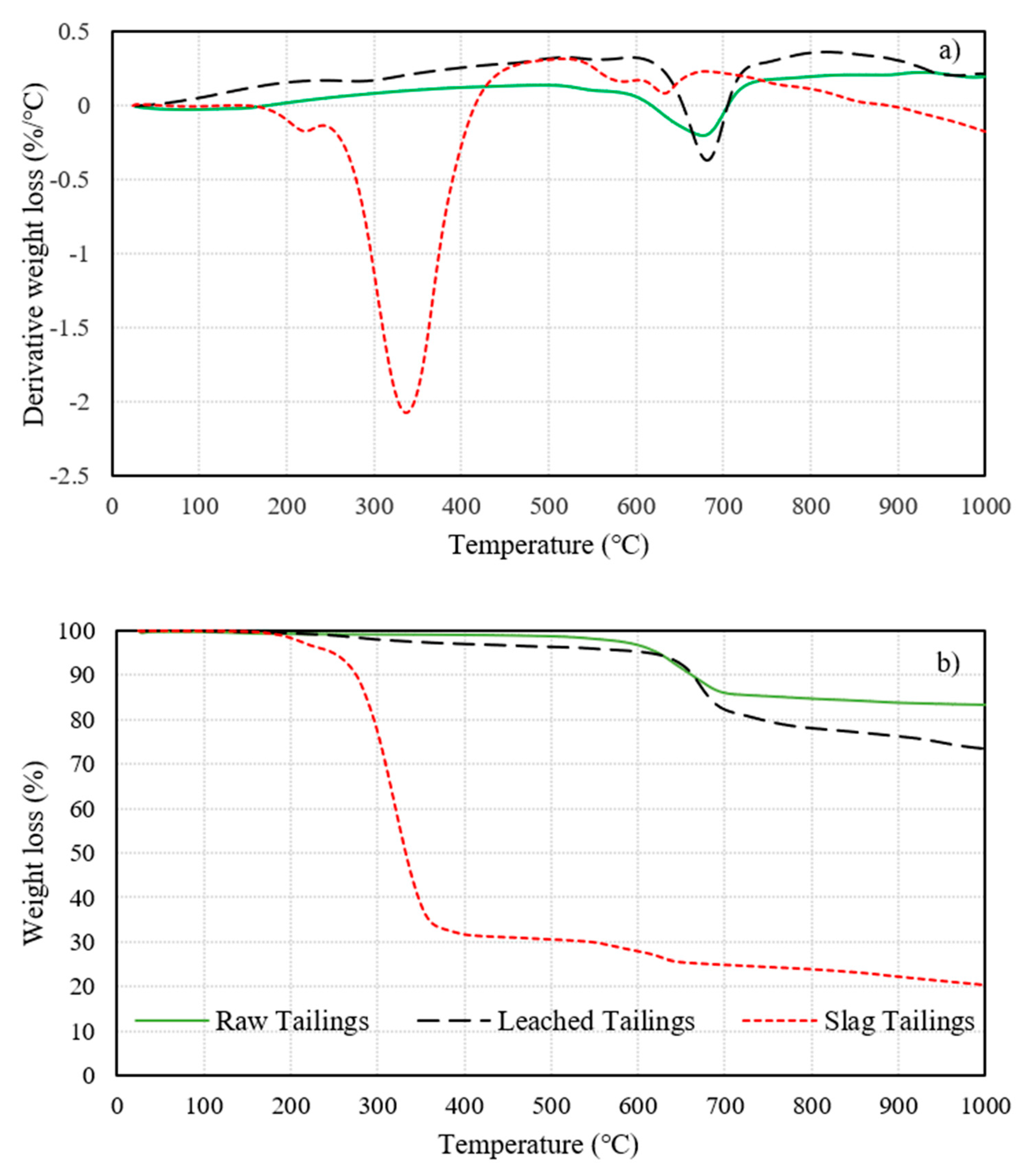
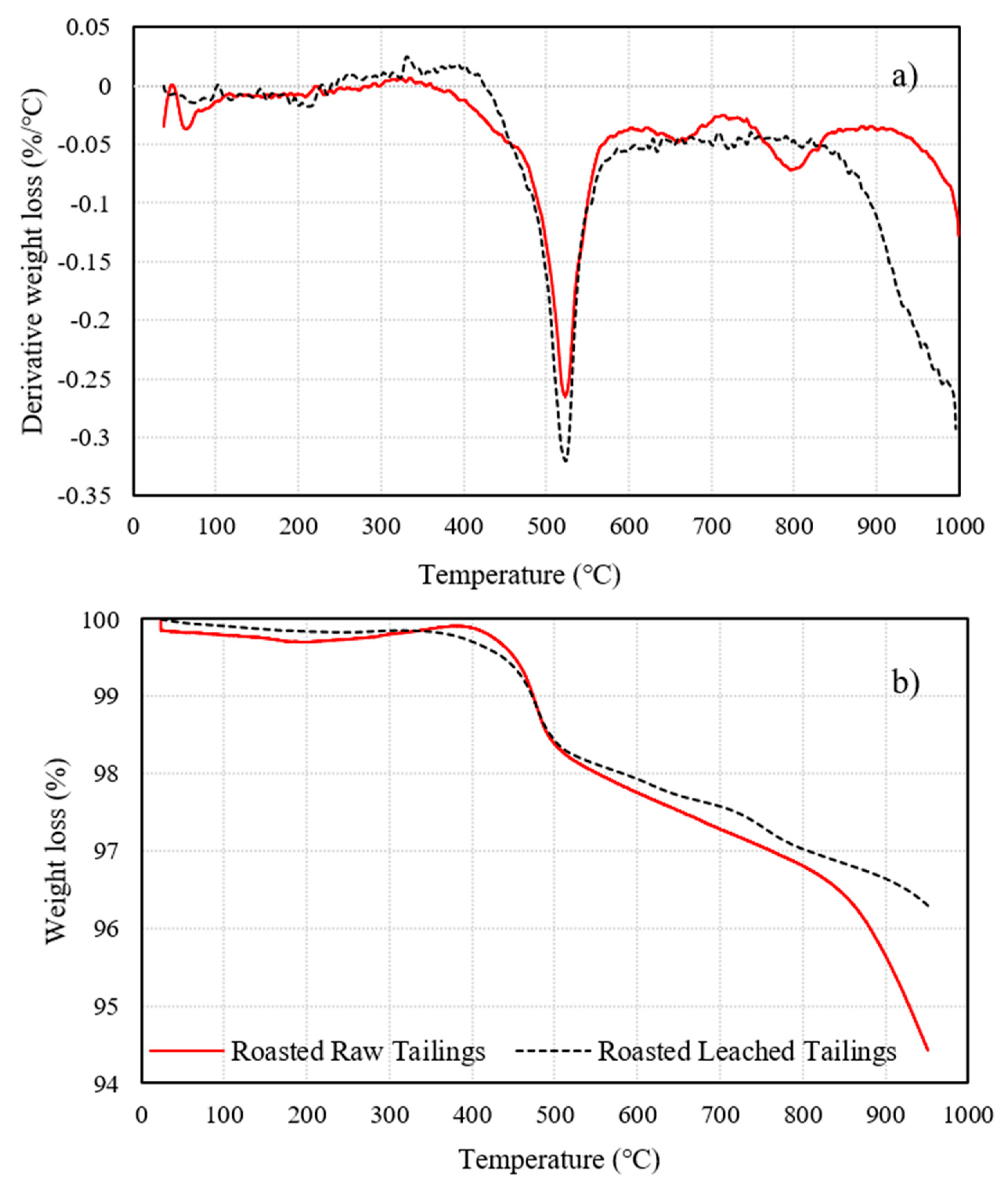
3.2. Thermogravimetric Analysis
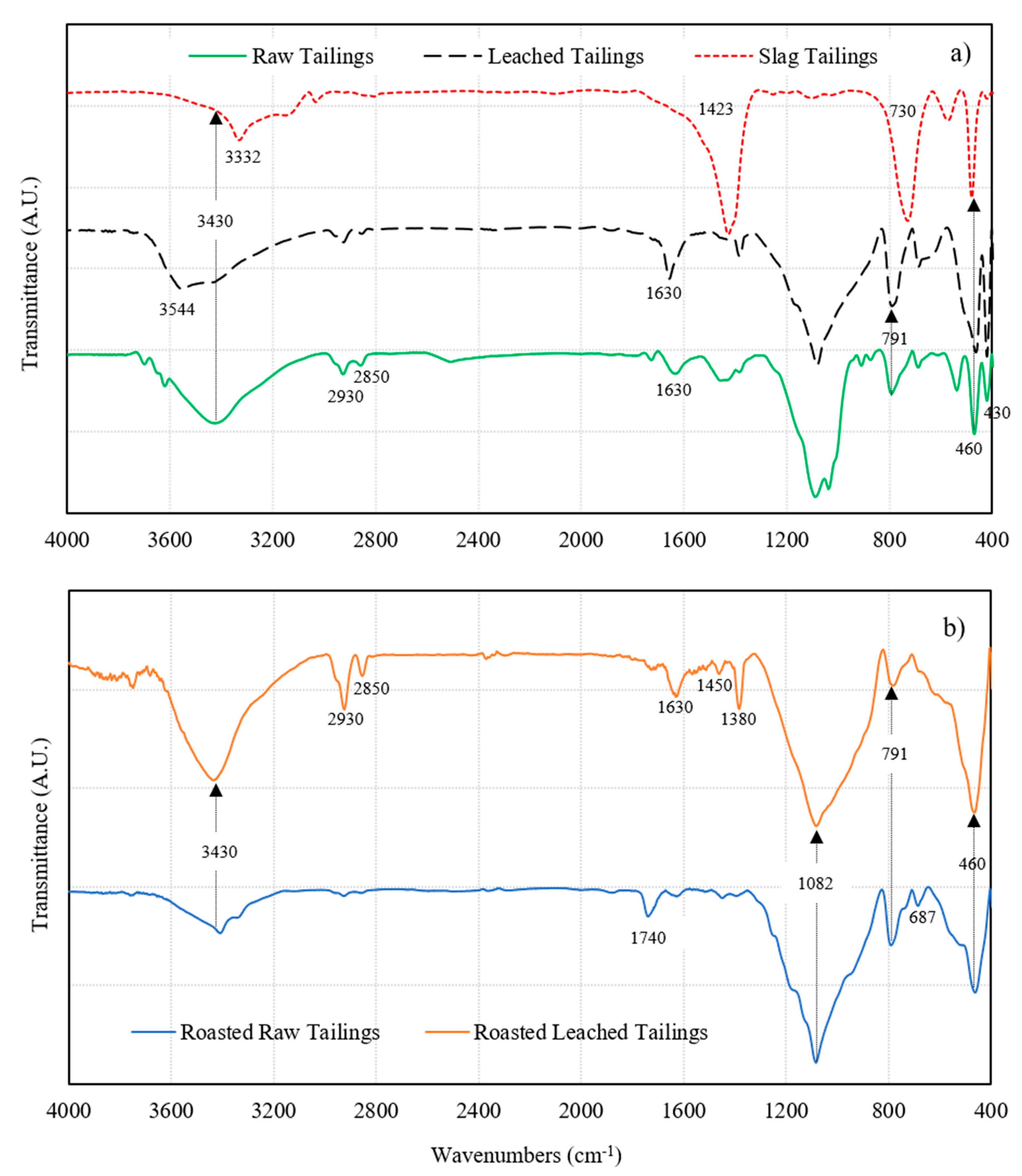
3.3. Infrared Spectroscopy
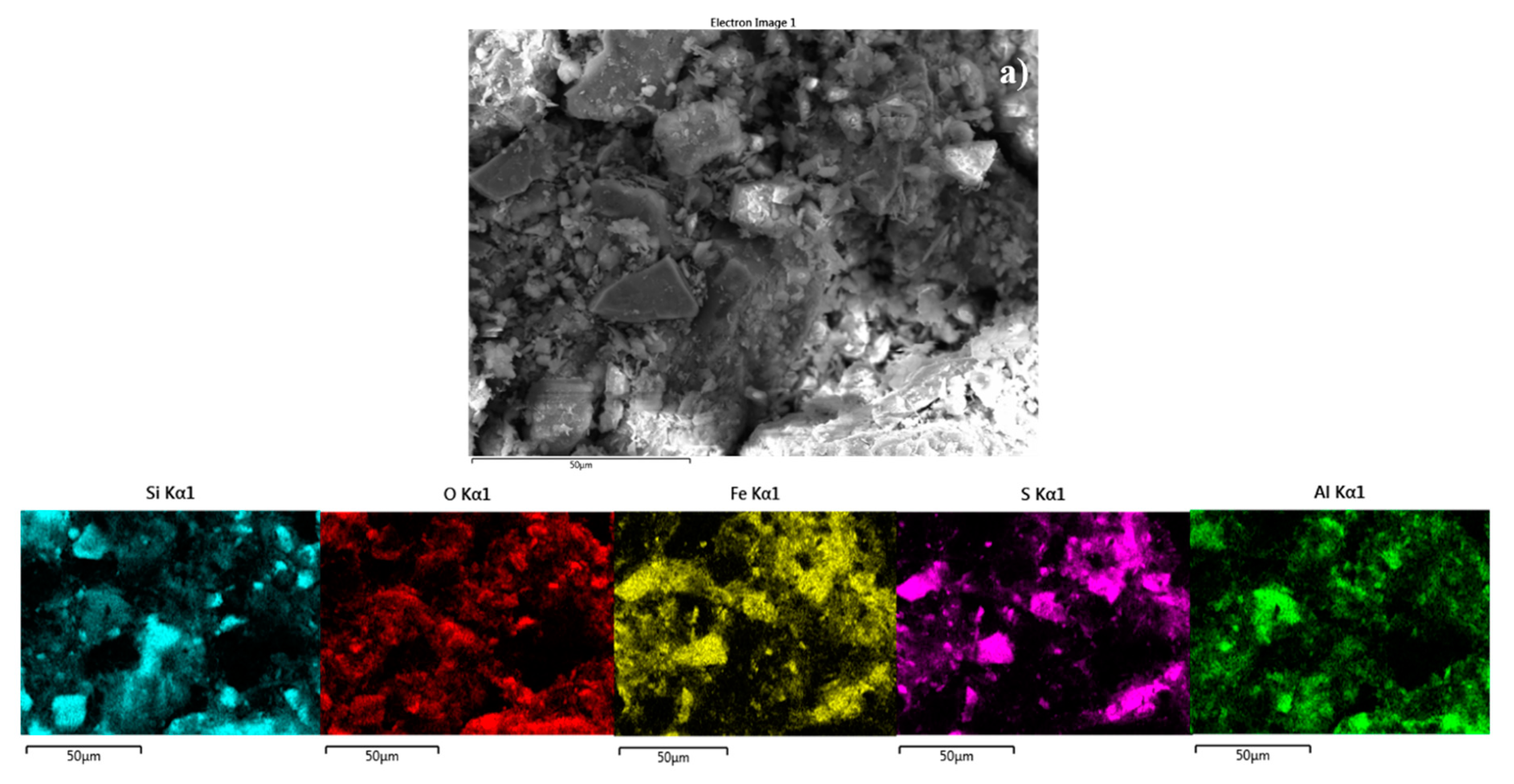
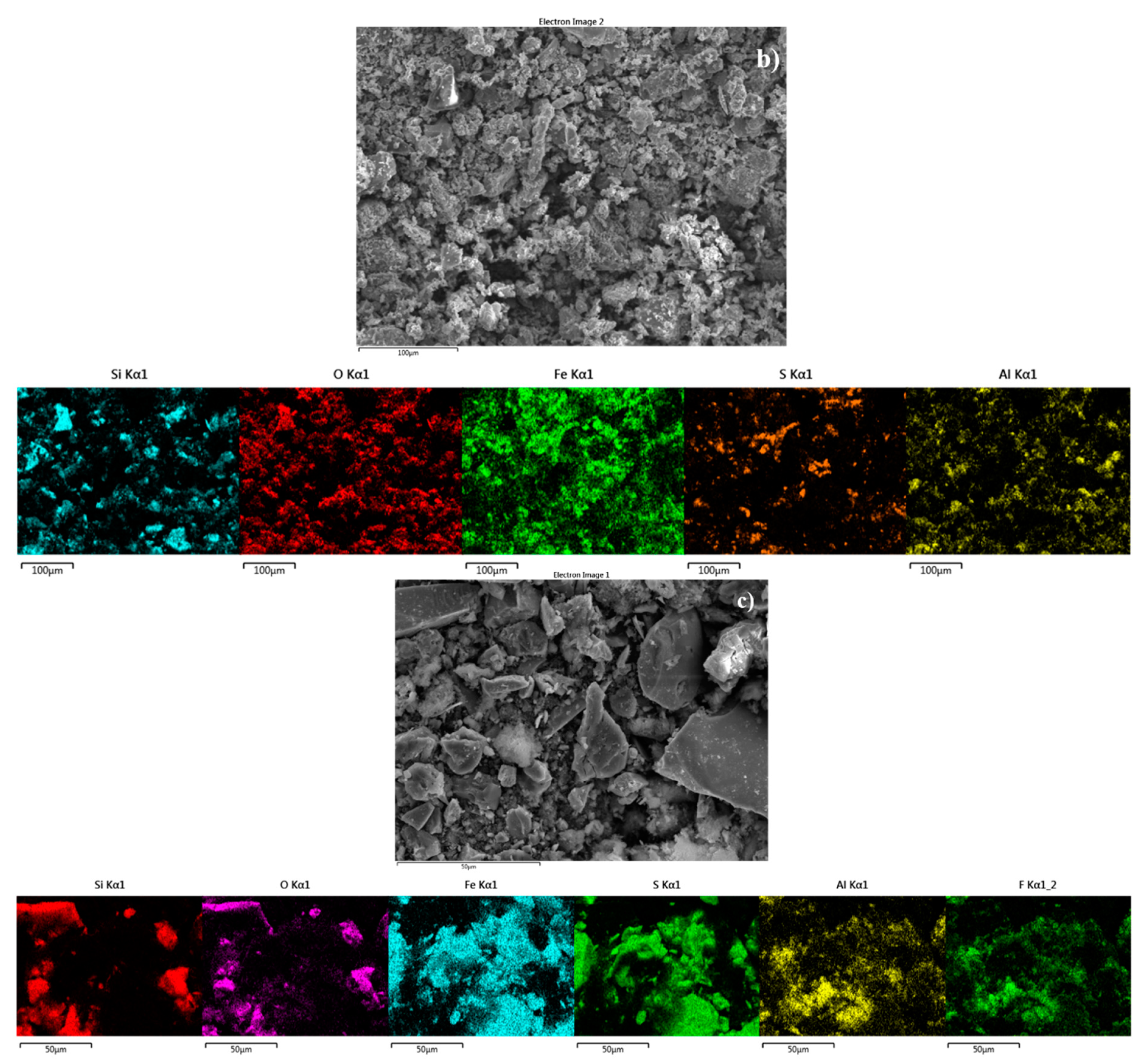
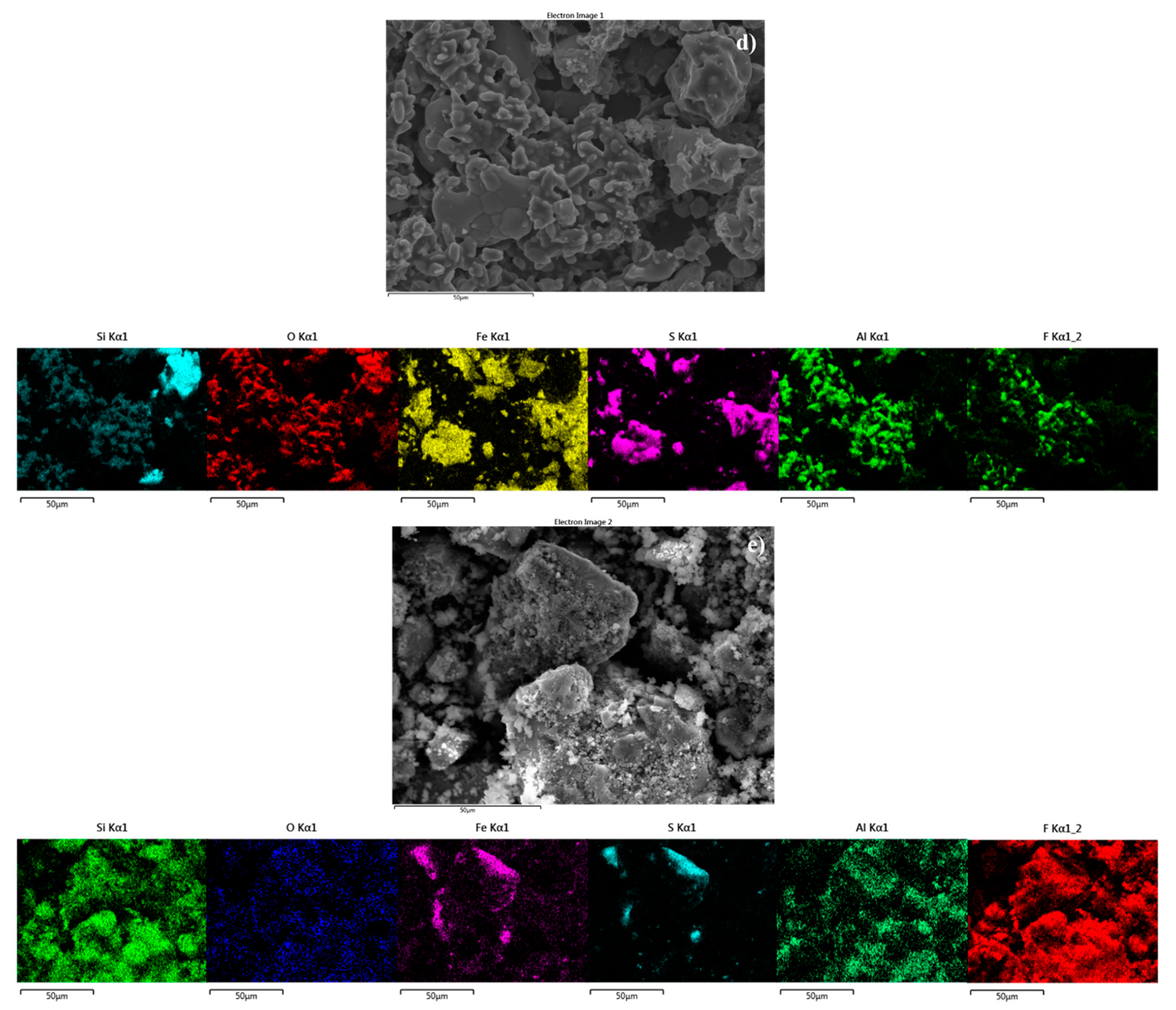
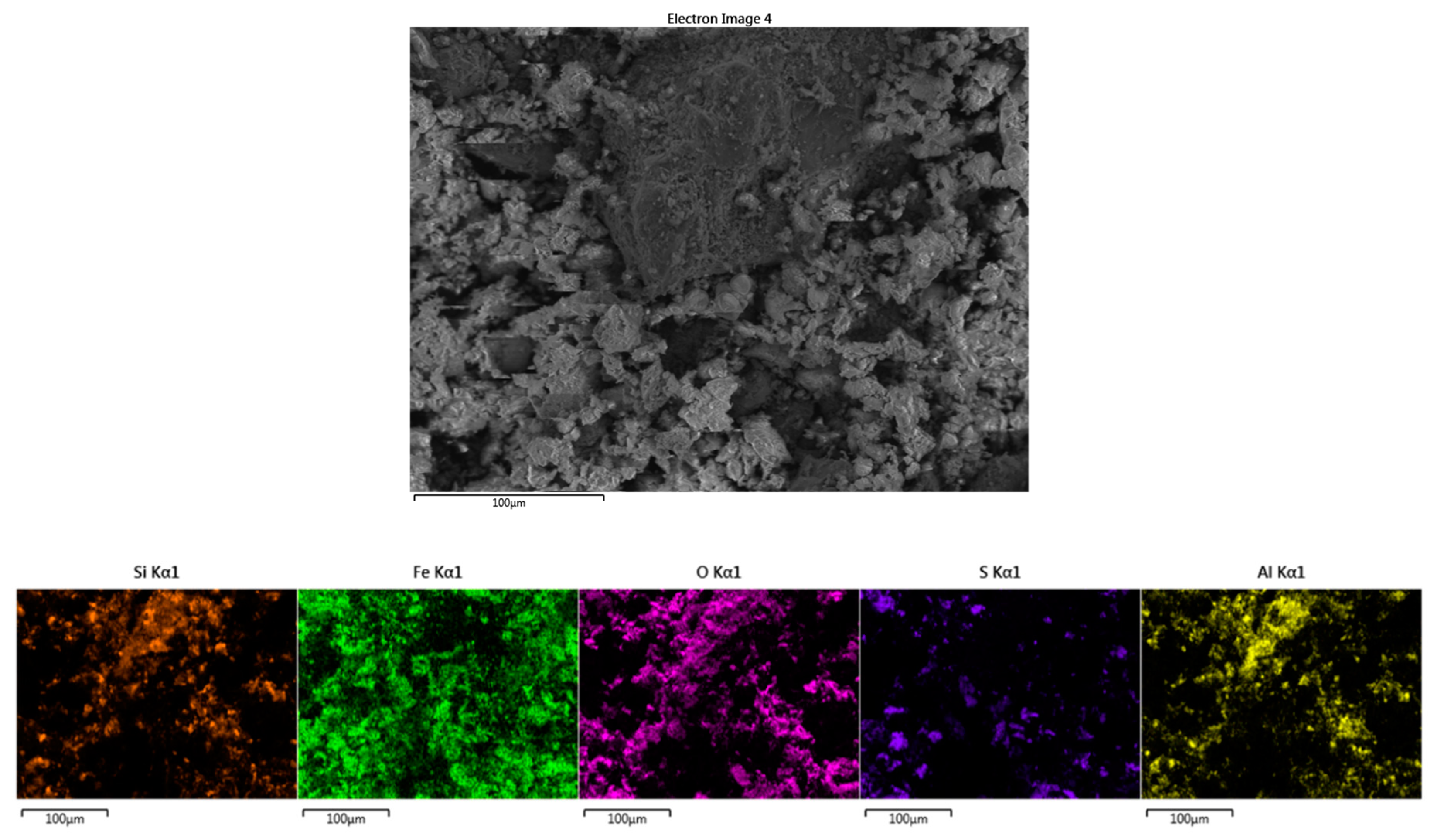
3.4. Microstructural and Elemental Characterization
3.5. BET Surface Properties Analysis
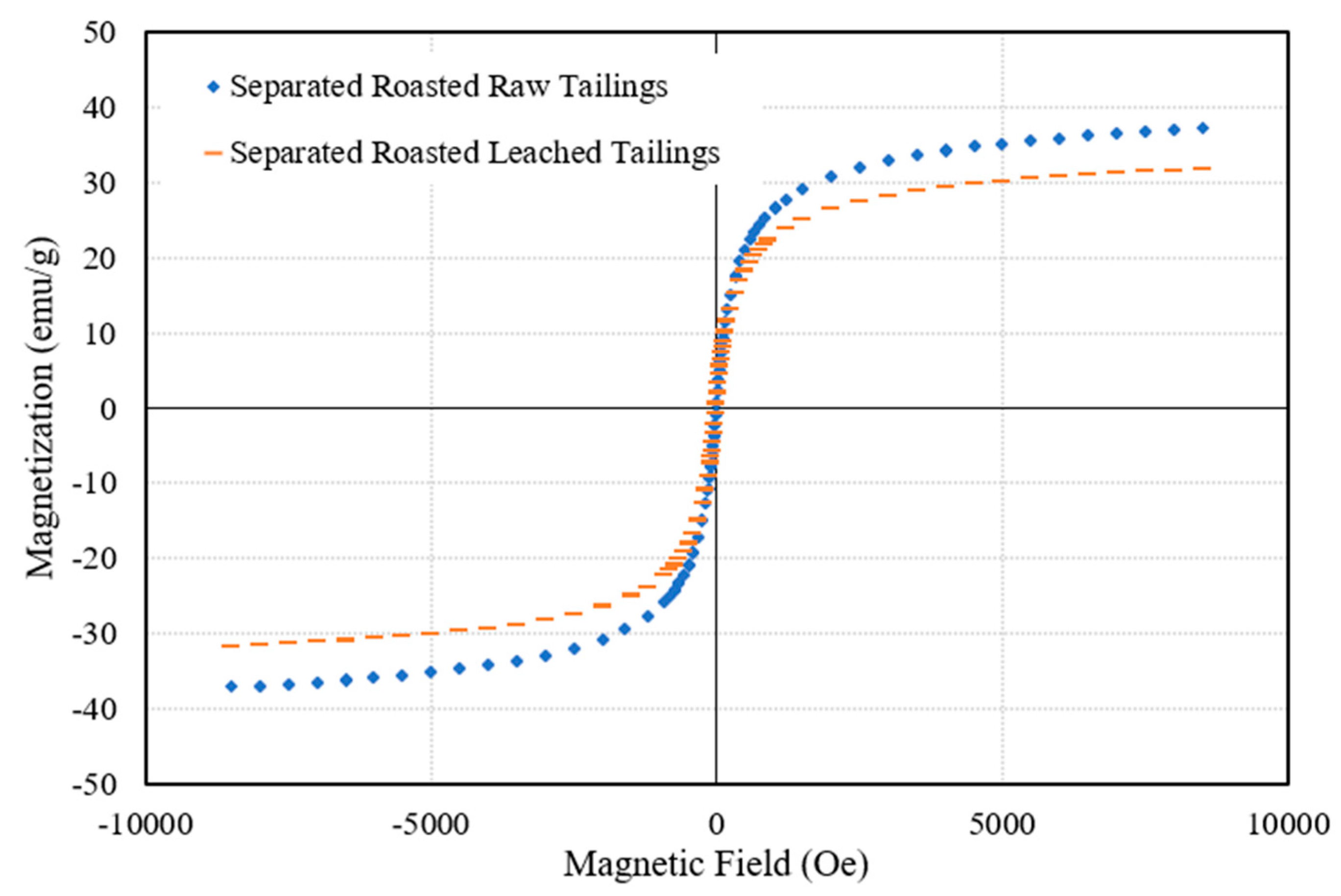
3.6. Magnetic Properties Results
4. Discussion
4.1. Thermal Oxidation
4.2. Sintering and Technological Aspects
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Tayebi-Khorami, M.; Edraki, M.; Corder, G.; Golev, A. Re-Thinking Mining Waste Through an Integrative Approach Led by Circular Economy Aspirations. Minerals 2019, 9, 286. [Google Scholar] [CrossRef] [Green Version]
- Falagán, C.; Grail, B.M.; Johnson, D.B. New approaches for extracting and recovering metals from mine tailings. Miner. Eng. 2017, 106, 71–78. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, H.; Yu, X. Recovery of iron from cyanide tailings with reduction roasting–water leaching followed by magnetic separation. J. Hazard. Mater. 2012, 213, 167–174. [Google Scholar] [CrossRef] [PubMed]
- Koohestani, B. Effect of saline admixtures on mechanical and microstructural properties of cementitious matrices containing tailings. Constr. Build. Mater. 2017, 156, 1019–1027. [Google Scholar] [CrossRef]
- Johnson, D. The evolution, current status, and future prospects of using biotechnologies in the mineral extraction and metal recovery sectors. Minerals 2018, 8, 343. [Google Scholar] [CrossRef] [Green Version]
- Gorakhki, M.H.; Bareither, C.A. Sustainable reuse of mine tailings and waste rock as water-balance covers. Minerals 2017, 7, 128. [Google Scholar] [CrossRef] [Green Version]
- Ilyas, S. Gold Ore Processing and Environmental Impacts: An Introduction. In Gold Metallurgy and the Environment; CRC Press: Boca Raton, FL, USA, 2018; pp. 1–28. [Google Scholar]
- Qian, G.; Fan, R.; Short, M.D.; Schumann, R.C.; Li, J.; St. C. Smart, R.; Gerson, A.R. The effects of galvanic interactions with pyrite on the generation of acid and metalliferous drainage. Environ. Sci. Technol. 2018, 52, 5349–5357. [Google Scholar] [CrossRef]
- Fashola, M.; Ngole-Jeme, V.; Babalola, O. Heavy metal pollution from gold mines: Environmental effects and bacterial strategies for resistance. Int. J. Environ. Res. Public Health 2016, 13, 1047. [Google Scholar] [CrossRef] [Green Version]
- Koohestani, B.; Darban, A.K.; Darezereshki, E.; Mokhtari, P.; Yilmaz, E.; Yilmaz, E. The influence of sodium and sulfate ions on total solidification and encapsulation potential of iron-rich acid mine drainage in silica gel. J. Environ. Chem. Eng. 2018, 6, 3520–3527. [Google Scholar] [CrossRef]
- Giordani, A.; Rodriguez, R.P.; Sancinetti, G.P.; Hayashi, E.A.; Beli, E.; Brucha, G. Effect of low pH and metal content on microbial community structure in an anaerobic sequencing batch reactor treating acid mine drainage. Miner. Eng. 2019, 141, 105860. [Google Scholar] [CrossRef]
- Igarashi, T.; Herrera, P.S.; Uchiyama, H.; Miyamae, H.; Iyatomi, N.; Hashimoto, K.; Tabelin, C.B. The two-step neutralization ferrite-formation process for sustainable acid mine drainage treatment: Removal of copper, zinc and arsenic, and the influence of coexisting ions on ferritization. Sci. Total Environ. 2020, 715, 136877. [Google Scholar] [CrossRef] [PubMed]
- Park, I.; Tabelin, C.B.; Jeon, S.; Li, X.; Seno, K.; Ito, M.; Hiroyoshi, N. A review of recent strategies for acid mine drainage prevention and mine tailings recycling. Chemosphere 2019, 219, 588–606. [Google Scholar] [CrossRef] [PubMed]
- Primo, E.N.; Bracamonte, M.V.; Luque, G.L.; Bercoff, P.G.; Leiva, E.P.; Barraco, D.E. Mechanochemically synthesized pyrite and its electrochemical behavior as cathode for lithium batteries. J. Solid State Electrochem. 2019, 23, 1929–1938. [Google Scholar] [CrossRef]
- Salisbury, T.; White, J. The Advantages of Thermal Analysis Prior to Bench-Scale Roasting. In Drying, Roasting, and Calcining of Minerals; Springer: Berlin, Germany, 2015; pp. 27–34. [Google Scholar]
- Cai, Z.; Zhang, Y.; Liu, T.; Huang, J. Mechanisms of vanadium recovery from stone coal by novel BaCO3/CaO composite additive roasting and acid leaching technology. Minerals 2016, 6, 26. [Google Scholar] [CrossRef]
- Petrus, H.T.B.M.; Putera, A.D.P.; Sugiarto, E.; Perdana, I.; Warmada, I.W.; Nurjaman, F.; Astuti, W.; Mursito, A.T. Kinetics on roasting reduction of limonitic laterite ore using coconut-charcoal and anthracite reductants. Miner. Eng. 2019, 132, 126–133. [Google Scholar] [CrossRef]
- Koohestani, B.; Khodadadi Darban, A.; Mokhtari, P. A comparison between the influence of superplasticizer and organosilanes on different properties of cemented paste backfill. Constr. Build. Mater. 2018, 173, 180–188. [Google Scholar] [CrossRef]
- Deng, W.; Wright, R.; Boden-Hook, C.; Bingham, P.A. Melting behavior of waste glass cullet briquettes in soda-lime-silica container glass batch. Int. J. Appl. Glass Sci. 2019, 10, 125–137. [Google Scholar] [CrossRef]
- Li, L.; Polanco, C.; Ghahreman, A. Fe (III)/Fe (II) reduction-oxidation mechanism and kinetics studies on pyrite surfaces. J. Electroanal. Chem. 2016, 774, 66–75. [Google Scholar] [CrossRef]
- Wang, G.; Ning, X.-A.; Lu, X.; Lai, X.; Cai, H.; Liu, Y.; Zhang, T. Effect of sintering temperature on mineral composition and heavy metals mobility in tailings bricks. Waste Manag. 2019, 93, 112–121. [Google Scholar] [CrossRef]
- Yang, M.; Zhu, Q.-S.; Fan, C.-L.; Xie, Z.-H.; Li, H.-Z. Roasting-induced phase change and its influence on phosphorus removal through acid leaching for high-phosphorus iron ore. Int. J. Miner. Metall. Mater. 2015, 22, 346–352. [Google Scholar] [CrossRef]
- Rzepa, G.; Bajda, T.; Gaweł, A.; Debiec, K.; Drewniak, L. Mineral transformations and textural evolution during roasting of bog iron ores. J. Therm. Anal. Calorim. 2016, 123, 615–630. [Google Scholar] [CrossRef] [Green Version]
- Apodaca, L.E.; d’Aquin, G.E.; Fell, R.C. Sulfur and Sulfuric Acid. In Handbook of Industrial Chemistry and Biotechnology; Springer: Berlin, Germany, 2017; pp. 1241–1266. [Google Scholar]
- Zhang, Y.; Li, Q.; Liu, X.; Xu, B.; Yang, Y.; Jiang, T. A Thermodynamic Analysis on the Roasting of Pyrite. Minerals 2019, 9, 220. [Google Scholar] [CrossRef] [Green Version]
- Runkel, M.; Sturm, P. Pyrite roasting, an alternative to sulphur burning. J. South. Afr. Inst. Min. Metall. 2009, 109, 491–496. [Google Scholar]
- Zhang, Y.; Ge, X.; Nakano, J.; Liu, L.; Wang, X.; Zhang, Z. Pyrite transformation and sulfur dioxide release during calcination of coal gangue. RSC Adv. 2014, 4, 42506–42513. [Google Scholar] [CrossRef]
- Legodi, M.; De Waal, D. The preparation of magnetite, goethite, hematite and maghemite of pigment quality from mill scale iron waste. Dye. Pigment. 2007, 74, 161–168. [Google Scholar] [CrossRef]
- Elfiad, A.; Galli, F.; Djadoun, A.; Sennour, M.; Chegrouche, S.; Meddour-Boukhobza, L.; Boffito, D.C. Natural α-Fe2O3 as an efficient catalyst for the p-nitrophenol reduction. Mater. Sci. Eng.: B 2018, 229, 126–134. [Google Scholar] [CrossRef]
- Hu, G.; Dam-Johansen, K.; Wedel, S.; Hansen, J.P. Decomposition and oxidation of pyrite. Prog. Energy Combust. Sci. 2006, 32, 295–314. [Google Scholar] [CrossRef]
- Lu, P.; Chen, T.; Liu, H.; Li, P.; Peng, S.; Yang, Y. Green Preparation of Nanoporous Pyrrhotite by Thermal Treatment of Pyrite as an Effective Hg (Ⅱ) Adsorbent: Performance and Mechanism. Minerals 2019, 9, 74. [Google Scholar] [CrossRef] [Green Version]
- Zhang, K.; Zhang, T.; Liang, J.; Zhu, Y.; Lin, N.; Qian, Y. A potential pyrrhotite (Fe 7 S 8) anode material for lithium storage. RSC Adv. 2015, 5, 14828–14831. [Google Scholar] [CrossRef]
- Veerasubramani, G.K.; Subramanian, Y.; Park, M.-S.; Nagaraju, G.; Senthilkumar, B.; Lee, Y.-S.; Kim, D.-W. Enhanced storage ability by using a porous pyrrhotite@ N-doped carbon yolk–shell structure as an advanced anode material for sodium-ion batteries. J. Mater. Chem. A 2018, 6, 20056–20068. [Google Scholar] [CrossRef]
- Qin, H.; Jia, J.; Lin, L.; Ni, H.; Wang, M.; Meng, L. Pyrite FeS2 nanostructures: Synthesis, properties and applications. Mater. Sci. Eng.: B 2018, 236, 104–124. [Google Scholar] [CrossRef]
- Bhargava, S.; Garg, A.; Subasinghe, N. In situ high-temperature phase transformation studies on pyrite. Fuel 2009, 88, 988–993. [Google Scholar] [CrossRef]
- Liu, S.; Ma, W.; Zhang, Y.; Zhang, Y.; Qi, K. Sequential transformation behavior of iron-bearing minerals during underground coal gasification. Minerals 2018, 8, 90. [Google Scholar]
- Lai, H.; Huang, L.; Gan, C.; Xing, P.; Li, J.; Luo, X. Enhanced acid leaching of metallurgical grade silicon in hydrofluoric acid containing hydrogen peroxide as oxidizing agent. Hydrometallurgy 2016, 164, 103–110. [Google Scholar] [CrossRef]
- Yu, W.; Wen, X.; Chen, J.; Tang, Q.; Dong, W.; Zhong, J. Effect of Sodium Borate on the Preparation of TiN from Titanomagnetite Concentrates by Carbothermic Reduction–Magnetic Separation and Acid Leaching Process. Minerals 2019, 9, 675. [Google Scholar] [CrossRef] [Green Version]
- Yun, Y.; Stopic, S.; Friedrich, B. Valorization of Rare Earth Elements from a Steenstrupine Concentrate Via a Combined Hydrometallurgical and Pyrometallurgical Method. Minerals 2020, 10, 248. [Google Scholar] [CrossRef] [Green Version]
- Tabelin, C.B.; Corpuz, R.D.; Igarashi, T.; Villacorte-Tabelin, M.; Alorro, R.D.; Yoo, K.; Raval, S.; Ito, M.; Hiroyoshi, N. Acid mine drainage formation and arsenic mobility under strongly acidic conditions: Importance of soluble phases, iron oxyhydroxides/oxides and nature of oxidation layer on pyrite. J. Hazard. Mater. 2020, 390, 122844. [Google Scholar] [CrossRef]
- Mahmoud, M.A.; Kamal, M.; Bageri, B.S.; Hussein, I. Removal of Pyrite and Different Types of Iron Sulfide Scales in Oil and Gas Wells without H 2 S Generation. In Proceedings of the International Petroleum Technology Conference, Doha, Qatar, 6–9 December 2015. [Google Scholar]
- Peiffer, S.; Behrends, T.; Hellige, K.; Larese-Casanova, P.; Wan, M.; Pollok, K. Pyrite formation and mineral transformation pathways upon sulfidation of ferric hydroxides depend on mineral type and sulfide concentration. Chem. Geol. 2015, 400, 44–55. [Google Scholar] [CrossRef]
- Galukhin, A.; Gerasimov, A.; Nikolaev, I.; Nosov, R.; Osin, Y. Pyrolysis of Kerogen of Bazhenov Shale: Kinetics and Influence of Inherent Pyrite. Energy Fuels 2017, 31, 6777–6781. [Google Scholar] [CrossRef]
- Neuerburg, G.J. A method of mineral separation using hydrofluoric acid. Am. Mineral. 1961, 46, 1498–1501. [Google Scholar]
- Ji, Y.; Yang, S.; Li, Z.; Duan, J.; Xu, M.; Jiang, H.; Li, C.; Chen, Y. Mechanistic Insight into Etching Chemistry and HF-Assisted Etching of MgO-Al2O3-SiO2 Glass-Ceramic. Materials 2018, 11, 1631. [Google Scholar] [CrossRef] [Green Version]
- Schaefer, L.; Fegley Jr, B. Silicon tetrafluoride on Io. Icarus 2005, 179, 252–258. [Google Scholar] [CrossRef] [Green Version]
- Shimizu, K.; Cramb, A. Fluoride evaporation from CaF2-SiO2-CaO slags and mold fluxes in dry and humid atmospheres. High Temp. Mater. Processes 2003, 22, 237–246. [Google Scholar] [CrossRef]
- Nowak, S.; Lafon, S.; Caquineau, S.; Journet, E.; Laurent, B. Quantitative study of the mineralogical composition of mineral dust aerosols by X-ray diffraction. Talanta 2018, 186, 133–139. [Google Scholar] [CrossRef] [PubMed]
- Tabelin, C.B.; Corpuz, R.D.; Igarashi, T.; Villacorte-Tabelin, M.; Ito, M.; Hiroyoshi, N. Hematite-catalysed scorodite formation as a novel arsenic immobilisation strategy under ambient conditions. Chemosphere 2019, 233, 946–953. [Google Scholar] [CrossRef] [PubMed]
- Denigres Filho, R.W.N.; Rocha, G.D.A.; Montes, C.R.; Vieira-Coelho, A.C. Synthesis and characterization of boehmites obtained from gibbsite in presence of different environments. Mater. Res. 2016, 19, 659–668. [Google Scholar] [CrossRef] [Green Version]
- Cao, J. Synthesis of Anisotropic Plate-Like Nanostructures Using Gibbsite Nanoplates as the Template; Mathematisch-Naturwissenschaftliche Fakultät, Humboldt-Universität zu Berlin: Berlin, Geramny, 2017. [Google Scholar]
- Zhang, X.; Han, Y.; Li, Y.; Sun, Y. Effect of heating rate on pyrolysis behavior and kinetic characteristics of siderite. Minerals 2017, 7, 211. [Google Scholar] [CrossRef] [Green Version]
- Xing, B.; Chen, T.; Liu, H.; Qing, C.; Xie, J.; Xie, Q. Removal of phosphate from aqueous solution by activated siderite ore: Preparation, performance and mechanism. J. Taiwan Inst. Chem. Eng. 2017, 80, 875–882. [Google Scholar] [CrossRef]
- Zhu, Y.; Liu, H.; Chen, T.; Xu, B.; Li, P. Kinetics and thermodynamics of Eu (III) adsorption onto synthetic monoclinic pyrrhotite. J. Mol. Liq. 2016, 218, 565–570. [Google Scholar] [CrossRef]
- Rosas, C.; Arredondo-Rea, S.; Cruz-Enríquez, A.; Corral Higuera, R.; Cervantes, M.J.; Gómez-Soberón, J.; Medina-Serna, T.D.J. Influence of Size Reduction of Fly Ash Particles by Grinding on the Chemical Properties of Geopolymers. Appl. Sci. 2018, 8, 365. [Google Scholar] [CrossRef] [Green Version]
- Tabelin, C.B.; Veerawattananun, S.; Ito, M.; Hiroyoshi, N.; Igarashi, T. Pyrite oxidation in the presence of hematite and alumina: I. Batch leaching experiments and kinetic modeling calculations. Sci. Total Environ. 2017, 580, 687–698. [Google Scholar] [CrossRef]
- Tabelin, C.B.; Sasaki, R.; Igarashi, T.; Park, I.; Tamoto, S.; Arima, T.; Ito, M.; Hiroyoshi, N. Simultaneous leaching of arsenite, arsenate, selenite and selenate, and their migration in tunnel-excavated sedimentary rocks: I. Column experiments under intermittent and unsaturated flow. Chemosphere 2017, 186, 558–569. [Google Scholar] [CrossRef]
- Dunn, J.; Gong, W.; Shi, D. A Fourier transform infrared study of the oxidation of pyrite. Thermochim. Acta 1992, 208, 293–303. [Google Scholar] [CrossRef]
- Chukanov, N.V.; Chervonnyi, A.D. Infrared Spectroscopy of Minerals and Related Compounds; Springer International Publishing: Berlin, Germany, 2016. [Google Scholar]
- Jubb, A.M.; Allen, H.C. Vibrational spectroscopic characterization of hematite, maghemite, and magnetite thin films produced by vapor deposition. ACS Appl. Mater. Interfaces 2010, 2, 2804–2812. [Google Scholar] [CrossRef]
- Darezereshki, E. One-step synthesis of hematite (α-Fe2O3) nano-particles by direct thermal-decomposition of maghemite. Mater. Lett. 2011, 65, 642–645. [Google Scholar] [CrossRef]
- Kalem, S. Synthesis of ammonium silicon fluoride cryptocrystals on silicon by dry etching. Appl. Surf. Sci. 2004, 236, 336–341. [Google Scholar] [CrossRef] [Green Version]
- Chukanov, N.V. Infrared spectra of mineral species. In Extended library; Springer: Dordrecht, The Netherlands, 2013. [Google Scholar]
- Tholkappiyan, R.; Vishista, K. Tuning the composition and magnetostructure of dysprosium iron garnets by Co-substitution: An XRD, FT-IR, XPS and VSM study. Appl. Surf. Sci. 2015, 351, 1016–1024. [Google Scholar] [CrossRef]
- Kawatra, S.K.; Eisele, T.C. Coal Desulfurization. In High-Efficiency Preparation Methods; Taylor & Francis: Milton Park, UK, 2001. [Google Scholar]
- Lv, J.-F.; Zhang, H.-P.; Tong, X.; Fan, C.-L.; Yang, W.-T.; Zheng, Y.-X. Innovative methodology for recovering titanium and chromium from a raw ilmenite concentrate by magnetic separation after modifying magnetic properties. J. Hazard. Mater. 2017, 325, 251–260. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elemental Composition | Mineralogy | |
|---|---|---|
| Element | wt% | |
| Al | 2.742 | Quartz (SiO2) |
| As | 0.008 | Pyrite (FeS2) |
| Si | 20.9 | Smithsonite (ZnCO3) |
| Ca | 1.242 | Diopside (CaMgSi2O6) |
| Cu | 0.264 | Calcite (CaCO3) |
| Fe | 17.3 | Albite (Na, Ca)Al(Si, Al)3O8 |
| K | 0.428 | Sodium copper sulfide Na(Cu4S4) |
| Na | 0.174 | |
| Mg | 1.271 | |
| Zn | 0.342 | |
| S | 15.09 | |
| Specific Surface Area (m2/g) | Relative Density (g/cm3) | Particle Size Distribution (µm) | |||
|---|---|---|---|---|---|
| 3.51 | 3.72 | d(10%): 8.6 | d(50%): 73.67 | d(80%): 134.89 | d(90%): 176.67 |
| Specimen | Minerals% | ||||||
|---|---|---|---|---|---|---|---|
| Silicon Dioxide (wt%) | Pyrite (wt%) | Pyrrhotite (wt%) | Hematite (wt%) | Magnetite (wt%) | Crystallinity (%) | Amorphous Phases (%) | |
| Raw tailings | 39.2 | 32.4 | - | - | - | 27 | 73 |
| Roasted raw tailings | 14.8 | 0.7 | - | 41.5 | 1.7 | 15.6 | 84.4 |
| Leached tailings | 25.9 | 74.1 | - | - | - | 19.2 | 80.8 |
| Roasted leached tailings | 20.8 | - | 79.2 | - | - | 12.6 | 87.4 |
| Slag tailings | 3.1 | 11.2 | - | - | 7.2 | 33 | 67 |
| Specimen | Elements (wt%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Al | Si | Ca | Mg | Fe | S | O | K | F | |
| Raw tailings | 3.5 | 16.4 | 0.8 | 1 | 22.9 | 14.9 | 28.6 | 0.6 | - |
| Roasted raw tailings | 4.7 | 15.1 | 2.8 | 1.5 | 37.6 | 4.6 | 24.7 | 0.7 | - |
| Leached tailings | 2.7 | 10.6 | 0.8 | 1 | 24.5 | 21.6 | 13.6 | 0.2 | 13.6 |
| Roasted leached tailings | 9.7 | 10.2 | 0.8 | 4.5 | 27.8 | 8.7 | 15.5 | 0.2 | 14.7 |
| Slag tailings | 3 | 12.8 | 1.9 | 1.1 | 13.1 | 5.9 | 0.7 | 0.7 | 48.2 |
| Sample | SBET (m2·g−1) | Total Pore Volume (cm−3·g−1) | Mean Pore Diameter (nm) |
|---|---|---|---|
| Raw tailings | 3.675 | 0.0183 | 20.01 |
| Roasted raw tailings | 3.858 | 0.0209 | 21.70 |
| Leached tailings | 4.688 | 0.0370 | 31.62 |
| Roasted leached tailings | 4.731 | 0.0423 | 32.11 |
| Specimen | Elements (wt%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Al | Si | Ca | Mg | Fe | S | O | K | F | |
| Magnetically separated roasted raw tailings | 5.3 | 11.8 | 2.9 | 1.6 | 53.8 | 6 | 13.4 | 0.8 | - |
| Magnetically separated roasted leached tailings | 0.3 | 7.54 | - | - | 47.5 | 28.5 | 8.5 | - | 2.6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Koohestani, B.; Darban, A.K.; Mokhtari, P.; Darezereshki, E.; Yilmaz, E.; Yilmaz, E. Influence of Hydrofluoric Acid Leaching and Roasting on Mineralogical Phase Transformation of Pyrite in Sulfidic Mine Tailings. Minerals 2020, 10, 513. https://doi.org/10.3390/min10060513
Koohestani B, Darban AK, Mokhtari P, Darezereshki E, Yilmaz E, Yilmaz E. Influence of Hydrofluoric Acid Leaching and Roasting on Mineralogical Phase Transformation of Pyrite in Sulfidic Mine Tailings. Minerals. 2020; 10(6):513. https://doi.org/10.3390/min10060513
Chicago/Turabian StyleKoohestani, Babak, Ahmad Khodadadi Darban, Pozhhan Mokhtari, Esmaeel Darezereshki, Erol Yilmaz, and Elif Yilmaz. 2020. "Influence of Hydrofluoric Acid Leaching and Roasting on Mineralogical Phase Transformation of Pyrite in Sulfidic Mine Tailings" Minerals 10, no. 6: 513. https://doi.org/10.3390/min10060513